Trước khi gia công các sản phẩm bánh răng nói chung hay gia công bánh răng trụ răng xoắn thép hợp kim SCM440 đòi hỏi người thợ cần phải tỉ mỉ, chính xác về các thông số để cấu tạo nên bánh răng hoàn chỉnh. Dưới đây là các yếu tố và phương pháp bánh răng trụ răng xoắn được gia công.

-
Yêu cầu khi gia công bánh răng trụ răng xoắn
-
Gia công bánh răng trụ răng xoắn bằng thép hợp kim SCM440
Thép SCM440 là thép hợp kim Crom-Molypden. Thép SCM440 được ứng dụng rộng rãi làm trục, chi tiết máy, bánh răng, …
Những đặc tính nổi bật như:
- Khả năng chống biến dạng tốt.
- Gia công cắt tốt.
- Độ cứng đồng nhất mọi kích thước.
- Dễ dàng gia công bằng EDM
So với thép S45C, S50C, S55C thì thép SMC440 được cải tiến rất nhiều về khả năng chịu tải trọng và mài mòn cao. Do đó, thép SMC440 rất thích hợp cho chi tiết gia công bánh răng trụ răng xoắn. Và chế tạo nên bánh răng thép SMC440 cũng rất phổ biến.
-
Tôi cao tần
Kỹ thuật tôi cao tần là phương pháp nhiệt luyện. Giúp gia công chi tiết máy và gia công phục hồi các cơ cấu hành tinh chắc chắn hơn.
Kỹ thuật tôi cao tần cũng là một trong các phương pháp nhiệt luyện làm thay đổi tổ chức. Từ đó biến đổi cơ tính và các tính chất khác theo nhu cầu sử dụng của con người.
Nguyên lý nung nhiệt của tôi cao tần là dựa trên hiện tượng cảm ứng điện từ, dùng sức nóng của dòng điện tạo ra trên bề mặt chi tiết, khi chi tiết đặt trong một từ trường biến thiên. Và chiều sâu lớp bề mặt có dòng điện chay qua tỷ lệ thuận với tấn số f.
Đối với gia công bánh răng, sử dụng thép SMC440, tôi cao tần sẽ tạo độ cứng bên ngoài, chiều sâu 0.5 – 2mm.
-
Kinh nghiệm:
- So với gia công bánh răng thẳng thì gia công bánh răng xoắn nhiều công chuẩn bị trước khi cắt gọt hơn.
- Có thể đo góc xoắn không chính xác, kết quả là vết tiếp xúc bề mặt răng không đều
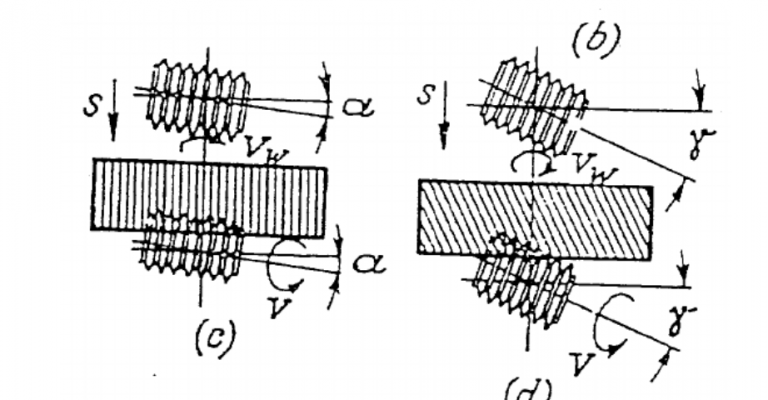
Lưu ý khi phay bánh răng trụ răng xoắn thì có 1 phương pháp đơn giản là bánh răng sẽ được điều chỉnh bằng cách quay bàn máy đi một góc xoắn phù hợp với góc nghiêng của bánh răng. Để tránh rủi ro không chính xác ta phải đồng bộ chạy dao của máy phay định hình và chuyển động của đầu chia độ.
- Tính a b c b, xoắn phải hay trái
- Lắp vào ụ phân độ
Khi gia công, bánh răng được lắp vào ụ phân độ đặt trên bàn máy phay và được chạy gia công sao cho rãnh răng có chiều sâu dựa theo yêu cầu.
- Xoay đầu trục dao
- Ưu điểm của phương pháp này chuyển động êm, lâu hư và dễ điều chỉnh.
-
Hình ảnh thực tế gia công bánh răng trụ răng xoắn:


Hình ảnh thực tế
Công Ty TNHH Dịch Vụ Cơ Khí CNC24H là công ty chuyên về các thiết bị, linh kiện liên quan đến máy móc CNC tại Việt Nam cho các loại máy móc và động cơ trong công nghiệp. CNC24H cung cấp nhiều mẫu mã đa dạng với giá cả hợp lý ở hầu hết tất cả khu vực. Hãy liên ngay đường dây hotline 0868.460.260 để được nhận sự tư vấn nhanh chóng và báo giá tốt nhất trên thị trường.
Công Ty TNHH Dịch Vụ Cơ Khí CNC24H
Văn phòng chính: 14/16A Cây Cám, P. Bình Hưng Hòa B, Q.Bình Tân, TP. Hồ Chí Minh
Xưởng gia công: 703/20-22 Cách mạng tháng tám, P Long Toàn, TP Bà Rịa, Vũng Tàu
Hotline: 0868.460.260
Facebook: CNC – cnc24h.vn